紫外光交聯聚乙烯電纜制造技術的發現、發展演變
- 1956年Gerald Oster發現了紫外光交聯聚乙烯。
- 瑞典皇家工學院Bengt Rånby教授實驗組對紫外光交聯的方法進行了改進:
- 選用高功率的中壓汞燈代替低壓汞燈。
- 采用熔融態進行交聯。
- 采用多官能團交聯劑與光引發劑配合的高效光引發體系。
- 中國科技大學瞿保鈞教授系統地研究了紫外光交聯聚乙烯反應機理,優化了材料配方體系,首次提出將光交 聯技術應用於制造電線電纜絕緣材料的制造,並建立了第壹條光交聯聚乙烯電線電纜生產線。
- 哈爾濱理工大學趙洪教授團隊用LED技術在紫外輻照設備開發等方面獲得關鍵突破,並在創辦的哈爾濱哈 普電氣技術有限責任公司實現輻照設備產業化制造,實現了紫外光交聯聚乙烯電纜制造技術的規模化應用。
- 2009-2016年 紫外光交聯聚乙烯技術用於電纜制造技術的突破。
- 2017年-至今紫外光交聯聚乙烯電纜規模化制造技術實現。
紫外光輻照聚烯烴交聯的發展
紫外光輻照聚烯烴交聯技術是繼過氧化物交聯、矽烷交聯和電子束輻射交聯之後發展起來的壹種 中國首創完全具有自主知識產權的交聯技術。該技術是由中國科技大學瞿保鈞教授在瑞典科學家 Bengt Ranby教授的研究基礎上首次提出光輻照交聯大厚度聚烯烴材料應用於電線電纜生產制造上,並且做了大量理論和技術研究,並致力於產業化工作。
2009年,哈爾濱哈普電氣技術有限責任公司加入該項目的研制與開發,在哈爾濱理工大學趙洪 教授的指導下,進行了不懈的努力,先後開發了UVI、UVII型普通電源驅動汞燈的紫外光輻照交聯設備, UVE-I、UVE-II型電子電源驅動汞燈的紫外光輻照交聯設備,多次提升紫外光輻照交聯電纜制造能效,推進了產業化進程,在電線電纜制造中得到應用,但在能效上難與傳統制造方式競爭。2017年公司開發了以紫外光LED為發光光源的UVL系列紫外光輻照交聯設備,徹底解決了生產能效問題,在低壓電纜絕緣和小截面低煙無鹵阻燃交聯電線電纜制造上得到廣泛應用,可以完全取代傳統的交聯工藝。該設備自投入市場以來,得到電纜企業的高度認可,為電線電纜制造工藝帶來革命性的變化。
紫外交聯技術原理
紫外光交聯技術原理是聚烯烴材料在加工成型的加熱透明條件下進行紫外光輻照,材料中的光引發劑吸收特定波長的紫外光產生自由基,通過自由基反應將聚烯烴分子鏈交聯成三維網狀結構。該加工過程對材料無損傷,光線可深入聚合物內部產生化學作用,控制方法簡單,高效節能,無任何殘毒和廢棄物,適合於產業化和規模化生產。該交聯技術可以應用在聚烯烴等材料的板材、管材、線纜等制造行業。
UVL 系列紫外 LED 輻照交聯設備
- 紫外LED器件是國際上最先進紫外輻射源,具有極高的能源效率(約30%),極高的有效波長選擇性(半功率波長帶寬5nm),極高的使用壽命(30000小時),紅外發熱低,不產生臭氧,更適於交聯聚烯烴等材料的光交聯固化。
- UVL系列型紫外LED輻照聚烯烴交聯設備,采用自主研發的紫外LED光源和光源布局結構,形成圓柱形高功率密度光輻照區,實現對高速行進在生產線上的線纜聚烯烴絕緣層輻照加工。紫外LED光源采用專利的透鏡結構使輻照強度更加均勻集中地照射在線纜絕緣層,光功率可進行0~100%範圍內無級設定。
- 通過冷卻液流場與溫度場聯合仿真,再與LED結溫測試相結合方式進行冷卻系統與基板設計,采用散熱性能更好的絕緣材料與銅基相結合的工藝進行LED線路板的設計,獲得更高效的散熱效率,保證了LED器件長壽命使用。
- 采用自主研發的分布式網絡電源驅動紫外LED。采用真空灌封工藝封裝並模塊化,保證了電源的可靠性。同時采用特殊的布局和安裝方式,提高供電效率,綜合測控系統實現工作狀態實時監測並實現光源的開啟、關閉、調光功能。
- 與傳統汞燈型輻照交聯設備(傳統變壓器驅動型UVI/UVII與電子電源驅動型UVE-I)、電子加速器交聯、矽烷交聯相比較有以下優勢:
- 在線交聯/Real-Time Cross-linking
相比矽烷交聯、電子束輻照交聯紫外光交聯真正完成了擠出和交聯同步進行,減少了加工工藝和後續交聯加工過程, 節約電線電纜制造時間,特別是緊急任務的完成,優勢顯著。 - 能耗低/Low energy consumption
相比於矽烷交聯、電子束輻照交聯工藝,紫外LED輻照交聯技術加工電纜絕緣具有更低的能耗。 - 交聯速度快/Fast Cross-linking
紫外光交聯材料流動性好,擠出生產速度快,熔融狀態下透明度好、透光率高。輻照光源采用發光效率和波長選擇性 極高的進口紫外光LED器件,所以交聯速度快。 - 不需要清理螺桿與套筒/No need to clean screw and sleeve
紫外光輻照交聯是光敏交聯不同於傳統的熱敏交聯,在擠出過程中不會產生預交聯,所以在停機以後不需要清理螺 桿和套筒,減輕工人的勞動強度和減少材料浪費。 - 生產成本與維護成本低/Low production cost and maintenance cost
相比溫水交聯以及電子束輻照加工,紫外光輻照交聯技術可以和絕緣擠出系統構成集成制造系統,直接獲得成品或半 成品。在生產過程中減少了很多復雜工藝,如半成品線纜的運輸成本、相應的操作人員費用等,更不需要像矽烷交聯 那樣的專用場地和設施,電子束輻照機組那樣的專業防護和專業維護隊伍。 - 壽命長/Long life expectancy of the system
LED器件壽命約30000小時,其他電氣與電子器件壽命不低於壹般電氣電子產品的壽命,無須經常維護。 - 體積小,安裝與操作方便/Small in size, easy to installation and operation
只需在原有生產線擠出機模具與溫水槽之間加壹段1.8~2m之間的距離,寬度為2.5~3米的空間放置輻照機即可,或 者更窄,冷水機擺放可視現場情況而定。氣動翻轉開啟隧道結構,清潔、穿引線方便,操作簡單,無需繁雜的流程,由 擠出機操作工即可完成。 - 綠色環保/Environment friendly
UVL系列LED紫外光交聯設備僅發出365nm-395nm的長波長紫外線,無短波長紫外線輻射,對人體無危害、不會產 生臭氧、無紅外輻射、極低量可見光輻射、無光汙染。無需大功率風機氣流冷卻,不需要特別復雜的排熱、排臭氧風道。
- 在線交聯/Real-Time Cross-linking
UVL 系列型紫外 LED 輻照交聯設備性能參數
| 序號 | 內容 | 規格參數 | |
|---|---|---|---|
| UVL-I 型 | UVL-II 型 | ||
| 1 | 電 源 | 220V | |
| 2 | 功 率 | 總裝機功率: 22kW 輻照主機: 14kW 燈管數量:14 支 冷 水 機: 10P 排煙風機: 3kW |
總裝機功率: 15kW 輻照主機: 9kW 燈管數量:10 支 冷 水 機: 6P 排煙風機: 3kW |
| 3 | 輻照加工直徑 | 0~30mm | |
| 4 | 輻照長度 | 1000mm | |
| 5 | 外觀尺寸 | 輻照箱 ( 長 × 寬 × 高 ):1500×1300×1615mm(L x W x H) 冷水機 ( 長 × 寬 × 高 ):1500×800×1800mm(L x W x H) |
|
| 6 | 光 源 | 自主研發的紫外 LED 光源,采用世界頂級紫外 LED 芯片制造商專屬制造的芯片,利用混合波長技術,具有 超高能量輸出和獨特的光學系統設計,采用進口特殊材質的玻璃加工成專用的透鏡,透鏡表面進行鍍膜處理, 使其具有更低的能量損耗,采用液體冷卻散熱系統,LED 的使用壽命更長。 | |
| 7 | LED 控制電源 | 自主開發的電源模組,采用日本進口芯片,采用真空灌封工藝進行防護,具有過載,短路、斷路、過電流、過電壓、 過溫保護。采用多路冗余分布,網絡式控制。 | |
| 8 | 功率輸出 | 輸出光功率原理上可從 0~100% 輸出(使用時限制在 20%~100%) | |
| 9 | 燈珠壽命 | 30000 小時,在正常額定功率使用情況下,設備 LED 燈的壽命超過 30000 小時衰減到 70% 左右。設備開 機功率小的話, LED 燈珠的壽命更長。 | |
| 10 | 生產速度 | 請參照實際生產速度表 | |
| 11 | 特 點 | 能耗低、在線交聯提高生產效率、降低電線電纜制造成本、使用壽命長、便於操作(特殊的翻轉結構、壹鍵啟動)、 維護成本低、綠色環保、無臭氧 | |
| 12 | 冷卻方式 | 液體冷卻 | |
| 13 | 安全防護 | 電流監控、溫度監控、急停按鈕、滅燈報警、冷水機報警、配電櫃采用空調恒溫控制 | |
| 14 | 配 件 | 所有的電源線、拆裝工具、清潔套裝 | |
| 15 | 排 煙 | 煙氣凈化器 / 高壓風機 | |
設備結構特點
- 采用氣動翻轉式開啟隧道結構,方便操作、 清潔、取線。
- 采用智能觸摸人機界面,監控數據,操作按 鈕功率設定全部在觸摸屏界面完成。
- 壹鍵啟動功能與單獨啟動共存。
- 冷卻方式采用制冷機制冷,循環介質采用汽 車專用防凍液。
- 外接除煙機構,通過風道排出室外。
- 智能報警保護。

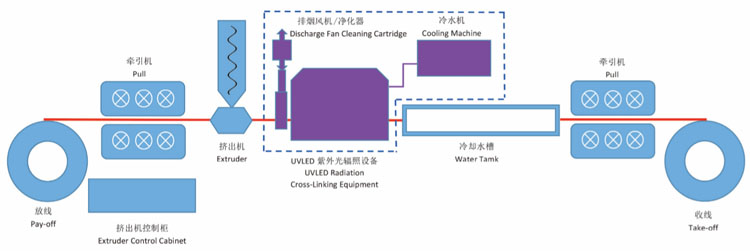
設備布置圖
Installation of the system
UVL系列型紫外LED輻照交聯設備生產現場
Production field of UVL-Series LED radiation cross-linking equipment

產品樣品
Manufactured products

UVL-I 型 LED 紫外光輻照交聯設備生產速度指導表
- 交聯聚乙烯輻照材料生產速度
| 交联聚乙烯材料 建议挤出温度 |
1區 | 2區 | 3區 | 4區 | 5區 | 機頭 |
|---|---|---|---|---|---|---|
| 135℃ | 150℃ | 160℃ | 175℃ | 180℃ | 190℃ |
| 導體截面 mm² | 絕緣標稱厚度 mm | 生產速度 m/min | 熱延伸 % | 熱收縮 % | 永久變形 % |
|---|---|---|---|---|---|
| 2.5 | 0.7 | 50-140 | 50~110 | <4 | 0-10 |
| 4 | 0.7 | 50-140 | 50~110 | <4 | 0-10 |
| 6 | 0.7 | 50-140 | 50~110 | <4 | 0-10 |
| 10 | 0.8 | 50-120 | 50~110 | <4 | 0-10 |
| 16 | 0.8 | 50-120 | 50~110 | <4 | 0-10 |
| 25 | 0.9 | 50-110 | 50~110 | <4 | 0-10 |
| 35 | 0.9 | 50-110 | 50~110 | <4 | 0-10 |
| 50 | 1.0 | 40-100 | 50~110 | <4 | 0-10 |
| 70 | 1.1 | 40-90 | 50~110 | <4 | 0-10 |
| 95 | 1.1 | 35-90 | 50~110 | <4 | 0-10 |
| 120 | 1.2 | 35-80 | 50~110 | <4 | 0-10 |
| 150 | 1.4 | 30-70 | 50~110 | <4 | 0-10 |
| 185 | 1.6 | 30-60 | 50~110 | <4 | 0-10 |
| 240 | 1.7 | 25-45 | 50~110 | <4 | 0-10 |
| 300 | 1.7 | 25-30 | 50~110 | <4 | 0-10 |
- 低煙無鹵絕緣輻照材料生產速度
| 低煙無鹵絕緣材料 建議擠出溫 |
1區 | 2區 | 3區 | 4區 | 5區 | 機頭 |
|---|---|---|---|---|---|---|
| 140℃ | 155℃ | 170℃ | 175℃ | 175℃ | 180℃ |
| 導體截面 mm² | 絕緣標稱厚度 mm | 生產速度 m/min | 熱延伸 % | 熱收縮 % | 永久變形 % |
|---|---|---|---|---|---|
| 1.5 | 0.7 | 50-160 | 35-65 | <4 | 0~10 |
| 2.5 | 0.7 | 50-160 | 35-65 | <4 | 0~10 |
| 4 | 0.7 | 50-130 | 35-65 | <4 | 0~10 |
| 6 | 0.9 | 30-80 | 25-65 | <4 | 0~10 |
| 10 | 1 | 30-70 | 25-65 | <4 | 0~10 |
| 16 | 1 | 30-60 | 25-65 | <4 | 0~10 |
| 25 | 1.1 | 30-45 | 25-65 | <4 | 0~10 |
UVL-II 型 LED 紫外光輻照交聯設備生產速度指導表
- 交聯聚乙烯輻照材料生產速度
| 交联聚乙烯材料 建议挤出温度 |
1區 | 2區 | 3區 | 4區 | 5區 | 機頭 |
|---|---|---|---|---|---|---|
| 135℃ | 150℃ | 160℃ | 175℃ | 180℃ | 190℃ |
| 導體截面 mm² | 絕緣標稱厚度 mm | 生產速度 m/min | 熱延伸 % | 熱收縮 % | 永久變形 % |
|---|---|---|---|---|---|
| 2.5 | 0.7 | 50-95 | 50~110 | <4 | 0-10 |
| 4 | 0.7 | 50-95 | 50~110 | <4 | 0-10 |
| 6 | 0.7 | 50-95 | 50~110 | <4 | 0-10 |
| 10 | 0.8 | 50-90 | 50~110 | <4 | 0-10 |
| 16 | 0.8 | 50-90 | 50~110 | <4 | 0-10 |
| 25 | 0.9 | 50-85 | 50~110 | <4 | 0-10 |
| 35 | 0.9 | 50-85 | 50~110 | <4 | 0-10 |
| 50 | 1 | 40-75 | 50~110 | <4 | 0-10 |
| 70 | 1.1 | 40-75 | 50~110 | <4 | 0-10 |
| 95 | 1.1 | 35-75 | 50~110 | <4 | 0-10 |
| 120 | 1.2 | 35-55 | 50~110 | <4 | 0-10 |
| 150 | 1.4 | 30-50 | 50~110 | <4 | 0-10 |
| 185 | 1.6 | 30-45 | 50~110 | <4 | 0-10 |
| 240 | 1.7 | 20-40 | 50~110 | <4 | 0-10 |
| 300 | 1.7 | 15-25 | 50~110 | <4 | 0-10 |
- 低煙無鹵絕緣輻照材料生產速度
| 低煙無鹵絕緣材料 建議擠出溫 |
1區 | 2區 | 3區 | 4區 | 5區 | 機頭 |
|---|---|---|---|---|---|---|
| 140℃ | 155℃ | 170℃ | 175℃ | 175℃ | 180℃ |
| 導體截面 mm² | 絕緣標稱厚度 mm | 生產速度 m/min | 熱延伸 % | 熱收縮 % | 永久變形 % |
|---|---|---|---|---|---|
| 1.5 | 0.7 | 50-60 | 35-65 | <4 | 0~10 |
| 2.5 | 0.7 | 50-60 | 35-65 | <4 | 0~10 |
| 4 | 0.7 | 50-60 | 35-65 | <4 | 0~10 |
| 6 | 0.9 | 40-55 | 25-65 | <4 | 0~10 |
| 10 | 1.0 | 35-45 | 25-65 | <4 | 0~10 |
| 16 | 1.0 | 30-35 | 25-65 | <4 | 0~10 |
| 25 | 1.1 | 30-35 | 25-65 | <4 | 0~10 |
| 35 | 1.2 | 20-30 | 25-65 | <4 | 0~10 |
| 50 | 1.2 | 20-25 | 25-65 | <4 | 0~10 |
| 70 | 1.4 | 20-25 | 25-65 | <4 | 0~10 |
紫外光輻照交聯聚乙烯電纜料
- 90℃及 125℃耐溫等級紫外光輻照交聯聚烯烴電纜料
| 名稱 | 標準 | 適用範圍 |
|---|---|---|
| 耐溫 90℃紫外光輻照交聯 PE 絕緣電纜料 | JB/T 10437-2004 | 僅適用於 3 kV 及以下交聯電力電纜 |
| 耐溫 125℃紫外光輻照交聯 PE 絕緣電纜料 |
該系列產品專為3kV及以下(絕緣)交聯電力電纜設計,采用特殊的成分和加工工藝,具有優良的機械性能,較好 的流動性,表面平整光滑,不產生預交聯,擠出工藝簡單等特點。
- 105℃及 125℃耐溫等級紫外光輻照交聯低煙無鹵阻燃聚烯烴電纜料
| 名稱 | 標準 | 適用範圍 |
|---|---|---|
| 耐溫 105℃紫外光輻照交聯無鹵低煙阻燃型聚烯烴絕緣料 | JB/T 10436-2004 | 用於電力電纜、控制電纜、特種電纜 |
| 耐溫 125℃紫外光輻照交聯無鹵低煙阻燃型聚烯烴絕緣料 |
該系列產品專門為低煙無鹵阻燃電線和電纜設計,具有不同的耐熱等級。采用特殊的成分和加工工藝,產品有優 良的特性和低煙阻燃效果。